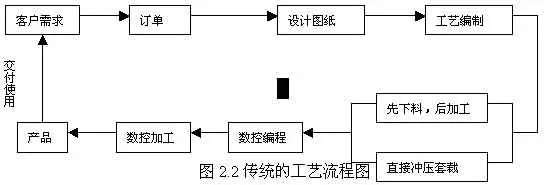
昆山钣金加工工艺详细流程图
钣金加工工艺流程:1、 下料 2、 折弯 3、 拉伸 4、 焊接 5、 喷塑 6、 检验 7、 入库。定义:指对均厚的板材进行加工的技术,不需要通过模具成型,生产速度慢,包括下料、折弯、拉伸、焊接、喷塑、装配等,主要是剪冲折焊粘等加工步骤。
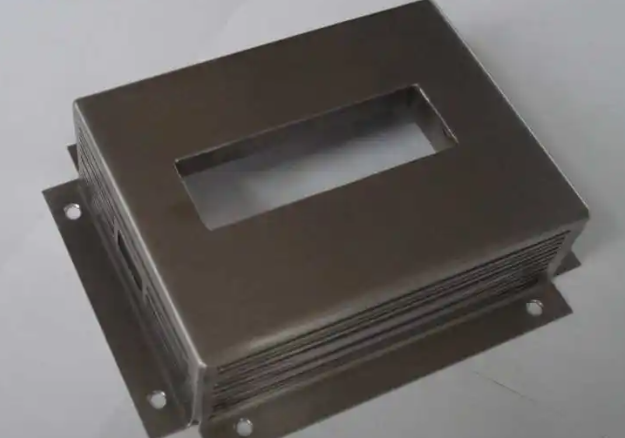
钣金加工是一个行业名词,简单来理解就是将不同金属材质(碳钢/冷轧板/热轧板/spcc/不锈钢(201、304、316)/铝钢)根据各自不同需要加工成所需的成品钣金件,如(机箱外壳,机床外壳,配电箱,控制柜,网络机箱柜,汽车精密零部件等)。
高精密钣金加工公差范围:弯曲度:0-+/-0.1mm,数控加工:0-+/-0.1mm,激光切割0-+/-0.1mm
昆山钣金加工工艺详细流程图
钣金加工常见的流程:
第一部:下料
激光切割是在钣金加工中一种最常见的下料方式,先根据钣金加工成品件的尺寸规格,对金属不锈钢等板材进行激光切割成所需的尺寸备用,这个过程统称为下料。
下料(激光切割)
第二部:折弯
折弯就是将下好的料根据钣金加工件的尺寸规格进行数控折弯,如何备用进入下一个环节钣金焊接。
第三部:焊接
焊接分为人工焊接或机器人自动焊接两种方式,就是将切割好的材料根据所加工的成品钣金件进行成品焊接的一个过程,此过程也是有一定危险性,必须是有一定经验的老师傅操作,或者选用机器人机械手来完成,高效率,高精度。
机器人焊接
第四部:表面处理
表面处理的工艺也非常之多,常见有热浸镀锌、冷浸镀锌、镀锌着色、粉末涂料、喷砂、阳极氧化着色、发黑、抛光和刷涂等,同时表面处理也是精密冲压钣金加工中一个重要的环境,直接影响的成品钣金件的外观光滑度,精度公差等效果。
昆山钣金加工工艺详细流程图
打磨表面处理
第五部:烤漆
烤漆就是为钣金加工件穿个“马甲”根据钣金件不同用途换上新装,这里不仅仅是颜色的改变,烤漆的工艺过程也非常严谨,温度,时间,油漆颜色的调配等,都是至关重要。
2.1.1普通碳素结构钢-普板 (Q235)
★常用厚度(mm):0.5,0.8,1.0,1.2,1.5,2.0,2.5
★常用表面处理:镀彩锌,镀蓝锌,镀镍、喷涂
Q235是一种钢材的材质。Q代表的是这种材质的屈服,后面的235,就是指这种材质的屈服值,在235左右。并会随着材质的厚度的增加而使其屈服值减小。Q235根据性能中冲击温度的不同分为四个级别:
Q235-A级,是不做冲击
Q235-B级,是20度常温冲击;
Q235-C级,是0度冲击;
Q235-D级,是-20度冲击
我们在设计时,通常在图纸材料栏里只写Q235,并没有表明其是哪一个级别的钢,这是不正确的。供应商看到Q235材质的钣金件一般都用SPCC(冷轧钢板),
2.1.2 不锈钢板 SUS304, SUS316(会接触酸碱溶液的零件使用)。

昆山钣金加工工艺详细流程图
★ 常用厚度:0.5,0.8,1.0,1.2,1.5,2.0。
★ 常用表面处理:通常不做表面处理如果有特殊需要建议选用表面处理的不锈钢材料。如:SUS304 HL(拉直纹)、SUS304 BA(雾面)、SUS304 Mirror(镜面)。
2.1.3 铝板: A1100(纯铝)、 A5052(合金铝)、6061(合金铝)
★常用厚度:1.0,1.2,1.5,2.0。
★常用表面处理:拉丝氧化(发黑,发白)、喷砂氧化(不推荐使用,单面喷砂容易变形)、喷粉。如果零件要求导电,则需要在技术要求里注明导电氧化,导电氧化属化学氧化,颜色为淡黄色。
2.1.4 铜板: H62
★ 常用厚度:0.3、0.5、0.8、1.0、1.2、1.5、2.0。
★ 常用表面处理:镀镍、发黑氧化、不处理。
1、 下料:主要是数冲和激光切割。数冲指用数控冲床加工,板材厚度范围为,冷轧板和热轧板≤3mm,铝板≤4mm,不锈钢≤2mm。冲孔有最小尺寸要求,最小尺寸与孔的形状,材料的性能和厚度有关。激光切割是用激光飞行切割加工,板材厚度加工范围为冷轧板和热轧板≤20mm,不锈钢≤10mm。其优点是加工板材厚度大,切割工件外形速度快,加工灵活;缺点是无法加工成形,网孔件不宜用此方式加工,加工成本高。
2、 折弯:折弯件有最小弯曲半径,材料弯曲时,其圆角区上,外层受到拉伸,内层受到压缩。当材料厚度一定时,内弯曲半径越小,材料的拉伸和压缩就越严重;当外层的拉伸力超过材料的极限时,就会发生断裂和折断。
3、 拉伸:拉伸件底部与直壁之间的圆角半径应大于板厚,拉伸后的材料厚度会有一定的变化,底部中央一般保持原来的厚度,底部圆角处材料变薄,顶部靠近凸缘处材料变厚,矩形拉伸件四周圆角处材料变厚。
4、 焊接:主要为电弧焊、气焊。①电弧焊具有灵活、机动,适用性广泛,可进行全位置焊接;所用设备简单,耐用性好,维护费用低等优点。但劳动强度大,质量不够稳定,取决于操作者水平。适用于焊接3mm以上的碳钢、低合金钢和铜、铝等非铁合金。②气焊火焰温度和性质可以调节,相比电弧焊热源比热影响区宽,热量不如电弧集中,生产率低,应用于薄壁结构和小件的焊接,可焊钢、铸铁、铝、铜及其合金、硬质合金等。
5、 喷塑:通过烤炉等机器对五金件的表面进行自动喷油、喷粉等处理,使产品外表亮丽美观,达到包装出货的需求。
6、 检验:产品生产过程由质检部门实时把控,降低生产损耗和次品率,保证生产质量。
7、 入库:经过以上工序的产品已达到入库准备出货的要求,可以进行包装入库。

昆山钣金加工工艺详细流程图
选择材料和表面处理的注意事项
2.2.1 选材时尽量减少品种规格,便于生产管理。
2.2.2 选材时要考虑材料的成本,在保证力学性能和质量的情况下,尽量选用价廉的材料。
2.2.3 建议钣金件最薄用0.8mm厚,最厚用2.5mm厚。0.5mm厚的冷轧钢板焊接、折
弯后的尺寸都不容易控制,除了用于做成简单的屏蔽片或是弹 片,应尽量少用。超过
2.5mm厚冷轧钢板加工很困难,折弯很难控制,也应尽量少用。
2.2.4 需要焊接组合的零件建议选用Q235。
2.2.5 有较高的防腐要求或外观要求的零件建议选择不锈钢板,或铝板。
2.2.6 需要电镀的零件建议选用镀彩锌或镀兰锌的表面处理。
